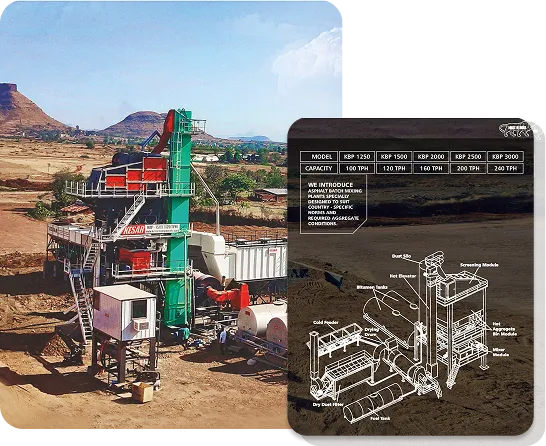
KESAR Offer above capacities of batch plants at an average 3% initial moisture content in cold aggregate at 45 seconds batch cycle time:
We, Kesar Road Equipments India Pvt. Ltd. are one of the leading manufacturers/suppliers of major road construction equipments in India like: Asphalt Drum-Mix Plants, Wet-mix Plants, Asphalt cum wet-mix Paver Finisher & Bitumen Pressure Distributor etc. since last 10-years in Indian road industry. Kesar Asphalt Batch Mixing Plants are specially designed to suit India’s normal aggregate conditions, input dust levels, average moisture content, government’s environmental pollution control standards, fuel availability and asphalt hot-mix production variables for every road project around the country.
Therefore, our customers have absolutely no surprises to see a full capacity range of batch plants. Kesar batch plants reflect one of the most exhaustive plant systems available in Indian market. Standard configuration of our systems is perfectly matched to the plant capacity, production demands and site requirements of each plant model.
Kesar Asphalt batch plant produces high quality asphalt mix and its popularity lies in the fact that we guarantee rated production of final mix with minimum maintenance, fast plant delivery & the best after sales services to our valued customers.

Experience precision engineering and high-performance operations in real time
Kesar has always been proactive in rising to customer demands and expectations by providing quality engineered products & services. Reliability, consistency, efficiency, lower maintenance & operating costs are the hallmark of Kesar products, which add value for money. Continuous improvement in quality and up gradation of technology has been the key to Kesar’s success & an enviable customer base.
We successfully export road construction equipment to:

Each bin having independent belt conveying system is driven by AC variable speed motors for accurate & best weighing (to minimize overflow from hot bin) of aggregates and is supplied to Gathering Conveyor as per job mix. At the discharge end of gathering conveyor a single deck vibrating screen is provided for oversize removal of aggregates. This arrangement saves fuel & also eliminates overhead chute for disposal of oversize metal. One bin has vibratory motor. The bin shall be supported on sturdy steel structure and loading mouth of 2.76m x 2.20m. The bin shall be loaded by tipper width of 2.44m.

The Dryer drum is counter flow type dryer with four wheel friction drives, it is fully insulated to prevent heat loss. Thermo Drum is maintenance free, having universal joint friction drive arrangement with extra heavy bearing block. Wide trunnion type for positive drive Proven flight design ensures a perfect distribution of material to be dried. Replaceable internal lifting flights are designed to ensure optimum heat transfer for drying of aggregates and suitable capacity separate service fuel tank is provided for dryer burner.

The burner for heating aggregate shall be turbojet proportioning pressure atomized fully endorsed capable of burning F.O. / Diesel or L.D.O. Burner equipped with flame failure detection & sequentially auto controlled drum, blower & exhaust function before ignition is on or flame is produced. Suitable capacities of pump and motor provided for feeding fuel. Gas burner shall be provided on customer’s requirement.
Modulating type burner with simple operating mechanism maintains perfect air / fuel ratio resulting perfect combustion of fuel thereby saving fuel and environment. Burner giving high energy output with low fuel consumption is positioned in such a way that the flame direction makes a counter flow situation with heat control in any climatic condition.

Fine dust is absorbed by filter bag type air pollution control unit to meet the most stringent emission levels specify inlet current worldwide environmental standards with Reverse air flow cleaning system. Dust re-feeding to filler pneumatically or by bucket elevator through screw conveyor. It operates forward reverse mode as per the requirement of dust to the mix with coarse dust or without coarse dust. It is fitted with safety devices for temperature controller. Elliptical Bags are provided for more cleaning area.

Twinlane chain & toothed sprocket at drive for bucket elevator ensures smooth balance operations of entire elevator system. Eliminating unbalancing of buckets during heavy loads when plant is operated at full capacity. Double sprocket chain drive with four piece type fully covered box for easy installation on tower container frame. The hot aggregate bucket elevator is a totally enclosed chain driven system. Bucket tips are double reinforced for maximum durability. The elevator unit is electrically driven from the head shaft via a chain system. Kesar bucket elevators are designed for long service life and easy maintenance access. Super tough wear materials & a special entry chute design make bucket elevators superior performance.

Bitumen is feed by gravity force hence no need of spray pump and motor. 2″ glass wool insulation on Bitumen hopper and provision of hot oil circulation on hopper for keeping it hot. Teflon coated pneumatic butterfly actuator for quick discharge. There is a spray bar for uniform spraying of liquid Bitumen in Pug mill chamber.

Totally enclosed dust sealed housing, 4 nos. discharge chute with removable rails & access for maintenance and mesh changing. The screen vibrates with a linear motion with two vibratory motor provided on its beam and this prevents the screen from becoming clogged by aggregate particles. Vibration amplitude of the screen can easily be adjusted by increasing or decreasing the weight of the fly wheel on each end of the vibratory motor and high sieving efficiency for each type of aggregate is guaranteed. Due to simple and easy replacement of the screen the unit is trouble free & durable.
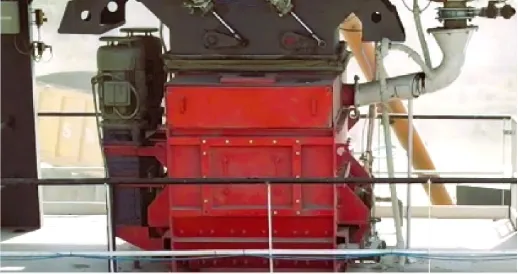
The mixer is twin shaft pug mill type. Both shafts are driven by individual gearbox powered by motor synchronized with universal joint, which reduces maintenance. Suitable arms are attached on the shaft and wear resistance cast steel paddle tips are fixed on the end of arms with special grade bolts. The paddle tips on the arm end of both shafts rotate in opposite directions to each other so that the materials are lifted up from the centre, & move from top to bottom and sides. In this way, materials are mixed evenly. Liners and arm tips of the mixer are made of nickel hard ensuring reliability & durability. The liners are easily replaceable. The radial gate allows smooth discharge of mixture from the full width of the mixer.

Thermic oil heaters (boiler) of suitable capacity Kcal./Hr. circulated with auto temperature controls to maintain precise asphalt temperature. Hot oil circulation arrangement in asphalt pump, asphalt pipeline, asphalt weighing hopper and mixing unit is with suitable capacity and separate fuel tank for burner.

Asphalt storage tank fully insulated with efficient heating system through thermic fluid boiler & with jacketed asphalt pump station, insulated jacketed asphalt pipeline supply to asphalt weighing buckets. The asphalt in asphalt tank is maintained at a constant temperature by the hot oil heater, in which thermo oil is heated by the oil burner & circulated by the pump. An automatic temperature control regulates the combustion rate of the oil burner automatically. The asphalt in this cylindrical tank of indirect heating type is heated by hot oil circulation. Asphalt heated uniformly & thoroughly keeps the constant temperature at all times.
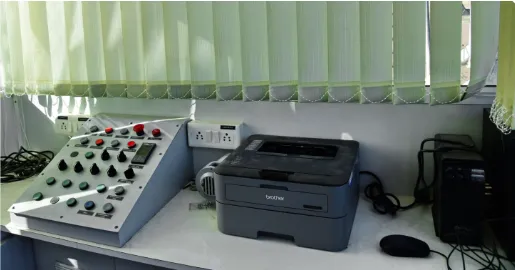
A fully automatic world class SCADA based computerized control panel with hi-resolution screen of 15″ LCD color graphic IPC (industrial PC) for live operation on screen with safety signal indicators, which indicates perfect time for required service & maintenance of plant. World class AC drive for cold bin feeder & job mix parameter setup by numeric key, which is very easy to set in PLC & SCADA keyboard. Centralized operation measuring for batch Kg/per cycle of with homogeneous mix of aggregate, asphalt & mineral with synchronize. Manual operation system in control panel for test, trial or for maintenance service. Mixing process selection for job mix quality with aggregate, asphalt & filler as required per batch. Unlimited memory data of job mix recipes stored in PLC & SCADA index list, as you require. Job mix production data printout per trip with total batch details (Aggregate, Asphalt & Filler data are shown separately). Date, Month & Year wise job mix data can be saved in PLC & SCADA memory.
Engineered for high efficiency, durability, and consistent performance
4-Bins of cold aggregate feeders are all-welded and modular in construction, permitting easy addition of bins to meet growing needs. Steep bin walls and valley angles allow free flow of aggregates from the feeders minimizing hold-up of materials in the corners and bridging with sticky aggregates.
There is bin vibrator mounted on walls of dust bin. The bins supplied with adjustable calibrated gate openings and variable speed feeder drives together offer a total proportional control, greater flexibility and accuracy of operations. Belt scrapper perfectly cleans wet dust stick on return belt of gathering conveyor.

KESAR’s field proven Dryer drum with high aggregates drying efficiency at low maintenance cost has gained top reputation among present day’s asphalt batch plant manufacturers in India.
The drum is equipped with 4-wheel drive by gear motors. The dryer also features an unique air preheat system, which improves drying efficiency, aid power saving, reducing the thermal stresses on the drying drum and noise emissions from the burner. Two heavy trunnion tyres & 4-trunnion rollers with pressure fitted shafts have long working life which are special design features of Kesar dryer. The dryer burner is of high pressure jet type suitable for LDO / F.O. fuels, with automatic controls, and of proportionate (modulating) type with a wide turndown ratio.
The continuous flow of dried hot aggregates discharged from dryer is lifted onto a vibrating screen on top of batch tower by a totally enclosed bucket elevator. The elevator top wheel has a split design and elevator chain with a numbers of buckets rides on this wheel. Elevator bottom wheel works as an idler to keep chain in alignment to top wheel. The bottom shaft is spring loaded to keep chain always in tension.
KESAR’s field proven Dryer drum with high aggregates drying efficiency at low maintenance cost has gained top reputation among present day’s asphalt batch plant manufacturers in India.
The drum is equipped with 4-wheel drive by gear motors. The dryer also features an unique air preheat system, which improves drying efficiency, aid power saving, reducing the thermal stresses on the drying drum and noise emissions from the burner. Two heavy trunnion tyres & 4-trunnion rollers with
The continuous flow of dried hot aggregates discharged from dryer is lifted onto a vibrating screen on top of batch tower by a totally enclosed bucket elevator. The elevator top wheel has a split design and elevator chain with a numbers of buckets rides on this wheel. Elevator bottom wheel works as an idler to keep chain in alignment to top wheel. The bottom shaft is spring loaded to keep chain always in tension.
The inclined circular motion 4-deck vibrating screen is run by two electric vibrators. The vibrating screen has special design feature to keep each screen cloth always in tight position by numbers of springs. This gives the screen cloth a longer life and no dead zone found on it to yield the best screening efficiency. Entire screen basket is enclosed in a fixed casing. The free-floating screen design (supported on heavy action springs) prevents any vibration being transferred to the weighing scales to give accurate weighing efficiency. A wider platform with easy access eases the maintenance of the screens.
There are three weigh bins: for aggregates, for filler material and for bitumen, each suspended by a S-type load cell. Highly reliable weighing system requires no maintenance and easy calibration system makes Kesar Plant highly popular to site engineers and plant operators. Weigh hoppers for aggregates and for filler have clam shell type discharge gates at bottom. Bitumen weigh hopper is hot-oil jacketed.
The three dimensioned twin shaft type pug-mill mixer with a large live zone is the heart of ‘KESAR’-Plant, realizing a quick mixing of asphalt. A high capacity bitumen spray pump sucks weighed batch of bitumen from weigh-hopper and sprays into mixer within few seconds to yield a longer mixing time and produces a perfectly homogeneous mix.
The pug-mill mixer also is hot oil jacketed and has low-maintenance oil-bath type chain drive. The paddle arms mounted on pug mill shafts, mixing tips and all body liners are made of hardened for wear resisting, high nickel cast alloy steel. The reversible design of the mixing tips ensures a lower operating cost. Pneumatically operated, sliding type discharge gate at mixer bottom also has same type liners.
Twin cyclone type dust collectors separate and collect coarse dust particles (larger than 75 microns) from main flow of dust laden exhaust flue gases. The collected dust is again fed into main flow of aggregates going onto vibrating screen.
The pug-mill mixer also is hot oil jacketed and has low-maintenance oil-bath type chain drive. The paddle arms mounted on pug mill shafts, mixing tips and all body liners are made of hardened for wear resisting, high nickel cast alloy steel. The reversible design of the mixing tips ensures a lower operating cost. Pneumatically operated, sliding type discharge gate at mixer bottom also has same type liners.